
以下是:电解抛光液品质稳定的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 2000*700*800mm 类型 电解抛光去除焊点毛刺等 品牌 张家港灯鼎科技 型号 DD-805-2000A12V 可定制 是 包装 普通包装 电解抛光液品质稳定,前海灯鼎实业有限公司为您提供电解抛光液品质稳定,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,请联系前海灯鼎实业有限公司,发货地:宝安区沙井镇发货到湖南省 邵阳市 双清区、大祥区、北塔区、邵东市、新邵县、隆回县、洞口县、绥宁县、新宁县、武冈市。 湖北省,邵阳市,双清区 2020年,双清区全区完成地区生产总值176.49亿元,按可比价计算同比增长3.8%。
想要一睹电解抛光液品质稳定产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。以下是:电解抛光液品质稳定的图文介绍
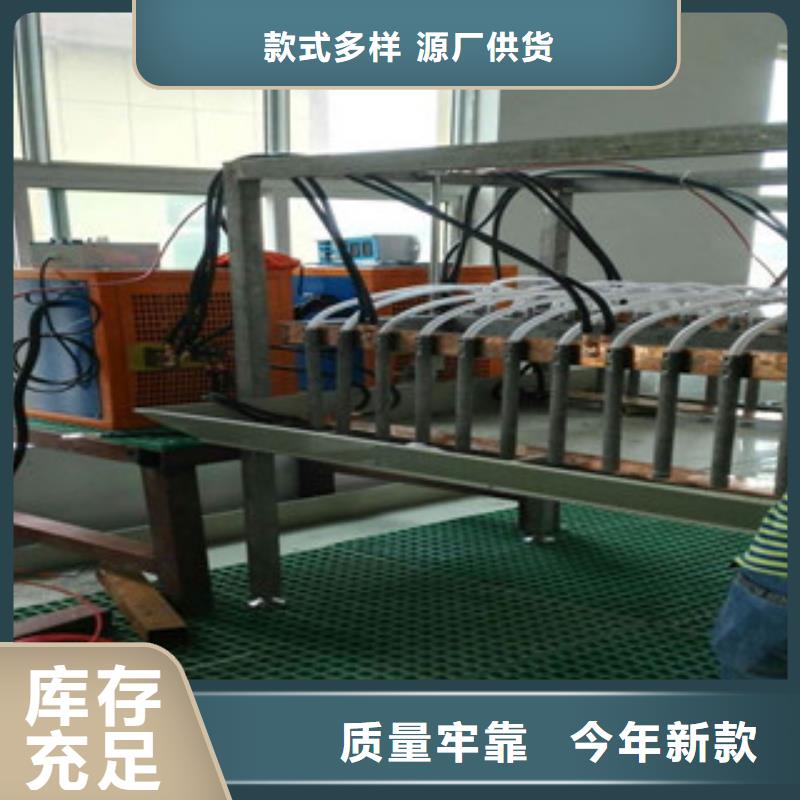
不锈钢电解抛光设备使用材质: 主要针对不锈钢奥氏体(300体系),不锈钢马氏体(400体系)等材质的镜面抛光。 不锈钢电解抛光设备构造: 高频整流机:做电解抛光电源使用,规格可定功率大小,高频直流电源,高质量,低耗电量。(灯鼎高频整流机保修三年,终身维护)。 不锈钢电解抛光液:主要针对不锈钢奥氏体,马氏体,铁素体等材质,有美化不锈钢,达到8K镜面的效果,本品属于亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。(灯鼎牌不锈钢电解抛光液保用二年,欢迎采购)。 电解槽;主要采用进口PP板A板焊接而成,高分子聚合物,耐酸碱,耐高温,耐高压等特点.电解前处理剂:不锈钢除油剂,它完全替代了易燃易爆的石油溶剂,可轻易去除各种物质表面的润滑油脂、碳剂、霉斑等,使用、简便、经济、效果显著。(质高价优,欢迎订购) 阳极铜棒,阴极铜板:铜提高铜的导电效果,好的导电体,的提高电解抛光的效果。 铜电缆线:采用重心铜,外缘绝缘胶,更好的避免铜电缆线阴阳极接触产生的短路现象,避免触电。 铅板;主要作用耐酸耐碱,在电解液中不溶解,一般做电极使用。 温控:有效的控制温度过高烧坏电解抛光液,设定60℃,不足60℃时继续加温,高于60℃,自动切断电源。 搅拌移动装置:主要能提高不锈钢在电解液中的电解反应,使电解更均匀,避免麻点的产生。 过滤器:分别有6芯和8芯的过滤机,能有限的过滤出电解液中不锈钢杂质,泥浆,提高不锈钢电解液使用寿命。 加热器:分别有2KW和3KW,主要作用是提高电解液的温度。 电解抛光后处理剂;主要是指不锈钢钝化剂,可以有效的提高不锈钢的使用寿命,怎强不锈钢的抗腐蚀能力。
邵阳双清前海灯鼎实业有限公司座落于宝安区沙井镇。地理位置优越,交通便利。我厂拥有精湛的加工设备,生产条件,检测设备及良好的售后服务,建立并完善公司管理制度。本厂坚持质量保证、用户保证、信誉保证的原则。产品服务全国个城市,并为我国工程配套,得到了广大用户的好评。本公司具有雄厚的经济实力、科学的管理水平、先进的生产设备、精湛的技术队伍、完善的工艺装备、严格的检测手段、及良好的售后服务。 公司信奉“诚信保证、质量保证、顾客保证”的经营理念。 公司奉行“诚信、敬业、开拓、创新”的企业精神,恪守“客户的需求是我们不断的追求”的经营理念,并致力于市场新品的开发。展望未来,在新世纪的中国,我们将一如既往,坚持、专注、创造、以勤奋和热忱回报支持和信赖我们的广大用户。希望更多的业界精英与我们携手并进,精诚合作,共创新世纪业界辉煌.企业宗旨:质量是生命,信誉是灵魂。
电解抛光的原理
电解抛光主要是在通过正负极的电流、电解液的同共作用下来金属表面的观几何形状,降低金属表面粗糙度,从而达到工件表面光亮平整的目的。电解抛光首先主要的特点就是选择性的溶解,工件表面从观上看是呈波浪曲线形的,金属表面凸出的部位得电率比凹进的部位得电率要高,所以凸出的部位会先溶解,而凹进的部位因的较多,得电低,所以呈钝化状态,不容易被溶解。所以电解的初期是表面理整的。待表面平整后再慢慢出光的,这时表面就光亮平整了。欢迎各界朋友莅临指导、参观和业务洽谈!系列不锈钢材质电流密度在—安培之间,系列不锈钢材质在—安培之间,系列不锈钢材质在—之间。电流密度越大,耗电量越大。而在电解成本核算中,电费所占的比例很大。抛光后经干净扔无光泽,有浅兰色阴影什么原因。原因分析可能是电化学抛光液配制后,未进行加热及通电处理,或溶液操作温度偏低解决方案℃下加热电抛光液一小时或将电解液加热到规定温度。抛光后无光并且有斑点是什么原因引起的。原因分析可能电化学溶液的相对密度偏小,已小于。
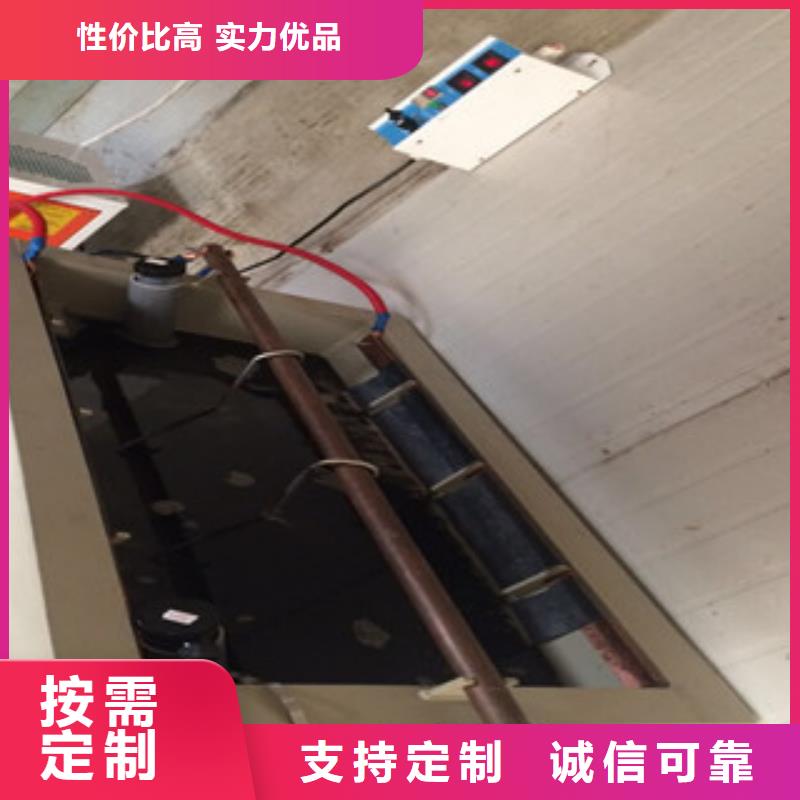
挂点形成的原因:首先可以肯定挂点并不是因为电解液的原因所造成的。而是因为所需电解的工件所需消耗的电流较大,而挂具丝所能通过的电流有限,已超过挂具丝所能承受的大电流,所以导致挂具丝因通过的电流过大,而挂具丝在温度越高电阻越大的情况下发生过热或烧红的现象,从而产生挂点。解决方案:1、 选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的20倍以上,所以铜挂具的导电能力比钛挂具的导电能力要强,更不容易产生挂点。一般可以采用有弹性及硬度较好的磷铜丝做挂具。当然还要考虑挂个的使用寿命问题,钛挂具在耐腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的厂家电解液可能三五天内铜丝可能就完全溶解完了。也有的一个月左右。但在灯鼎牌电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝做挂具还是可行的。相对成本与生产效率及品质相比,还是物有所值。案例:江苏渭西集团电解抛光不锈钢拉篮,每个拉篮所需消耗的电流约为220A,首先采用钛丝做为挂丝,每个拉篮上挂三个点,电压需调节到8V才能达到所需的电流。在电解过程中,用手接触挂钩,明显感觉到挂钩发烫,电解后取出工件,在挂丝接触的地方有明显的烧黑挂点。而且发现钛的挂丝出现因温度过高,钛丝发蓝的现象。而改用相同规格的磷铜丝做为挂丝后,电压6.5V便可以达到所需电流,在电解过程中电压调节到10V挂钩没有发热现象,电解后的工件没有挂点。2、 适当的增加挂点:当然首先要确定在现在挂点情况下所电解后工件的挂点情况。如果在现在条件下只出现轻的挂点,通过增加挂点的方式基本是可以解决问题的。这就好比修路,现有的将电流运输到工件上的线路只有一条或几条,所出现有结果就是有挂点,而出现挂点的原因是因为通过挂丝的电流超负荷。所以在这种情况之下,可以多增加一个或几个挂点,将电流分流流向同一个工件,减轻挂丝的电流负荷情况。对挂点大有改善。如果在现有条件下出现的挂点情况非常严重,则建议还是更换挂具材料,这种情况下增加几个挂点几乎是不能解决问题的,况且工人操作也很麻烦。3、 适当调低电压:首先电解抛光前要调试确定出所电工件的低电流,意思就是必须在多少电流以上工件才能电亮。低于正常电流的操作,会导致工件一直处理溶解状态,不出光。或是工件电解后表面会出现白雾状的脏污,需要手工擦拭后才能除掉,这是不可选的。当然高于正常所需电流操作是可选的,电压越高,出光速度会越快,可以减少电解时间,提高生产效率。所以工厂生产时一般都会采用偏高于正常电流来操作,以达到提高生产效率目的。但当所调节的电压过高时,很可能就会超出挂丝的大负荷,产生挂点。在这种情况下,挂点是可以通过适当放低输入电压来调节的。4、 可以降低或控制电解液的温度:电解液的导电性和挂丝的导电性在不同的温度情况下,导电性能正好相反。温度越高,挂丝的电阻越大,因为金属挂具内的自由电子在温度不断升高的过程中振动越强,所通过的电流路线越弯曲,所能通过的电流越小。而电解液则会随之温度的升高,内部电离子越活跃,导电性能越强。所以当电解液温度越高时,就会产生二种对挂点不利的因素,就是挂具的导电性会大大下降,而工件所需的电流会大大。从而从容易产生挂丝超负荷而产生挂点。这种情况下适当的降低电解液的温度就可以解决。大部份电解液在50~100度之间都是可以工作的,所以当温度达到80度以上或出现挂点情况时,可以适当停机几小时,让温度降低。或者是在电解槽的外围再建一个冷却槽包围电解槽,以流动水不断循环来隔层控制电解池的温度。
选购电解抛光液品质稳定来邵阳市双清区找前海灯鼎实业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:楚先生-18018712562,{QQ:858787721},地址:[宝安区沙井镇]。










